模具结构选择方案
冲压加工模具结构选型指南 适配产品特点是关键
模具结构的选择直接影响冲压件的质量、生产效率和制造成本。面对单工序模、复合模、级进模等多种选择,如何根据产品特点确定最优方案?业内专家给出了系统性的决策指导。
主流模具结构类型
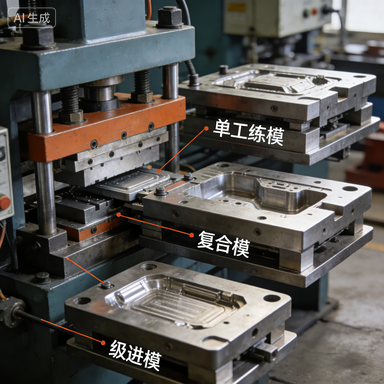
一、单工序模
每副模具只完成一道工序,结构简单,制造周期短,成本较低。适用于形状简单的大型零件,或新产品试制阶段。缺点是需要多副模具配合使用,工序间搬运增加人工成本,精度一致性较难保证。
二、复合模
在一副模具的同一工位上,同时完成冲孔、落料等两道以上工序。生产效率较高,工件内外形同轴度好。适用于平整度要求高、形状对称的中小型零件。模具结构相对复杂,维修难度较大。
三、级进模
条料在模具中依次经过多个工位,每个工位完成一道工序,最后一个工位将成品从条料上分离。自动化程度高,生产效率极高,适合大批量生产。但模具制造成本高,调试周期长。
四、传递模
结合了单工序模和级进模的特点,采用机械手在各工位间传递工件。适用于大型或立体形状复杂的零件,可实现拉深、成形等复杂工序的自动化生产。
选型决策要素
一、产品批量
大批量生产优先选择级进模,虽然初期投资大,但摊销到每件产品的模具成本很低,综合效益最佳。中小批量生产宜选用单工序模或简易复合模,避免模具成本过高。
二、产品精度
内外形位置精度要求高的零件应选用复合模,可在一次定位中完成多道工序,避免累积误差。对平整度要求高的零件,复合模的压料装置可有效防止变形。
三、产品尺寸
大尺寸工件受限于压力机台面和行程,通常只能采用单工序模。中小尺寸工件可根据批量和精度要求选择复合模或级进模。
四、产品形状复杂度
形状简单、工序少的产品,单工序模即可满足要求。形状复杂、工序多的产品,采用级进模可简化工艺流程。带有深拉伸的复杂产品可考虑传递模。
五、材料利用率
级进模因需要载体和搭边,材料利用率一般为60%-75%。复合模直接落料,材料利用率可达80%以上。对于贵重材料,应将材料利用率作为重要的选型依据。
综合评估方法
专家建议采用多因素加权评分法进行模具结构选型。首先确定批量、精度、效率、成本、周期等评估指标的权重,然后对各种模具结构方案逐项评分,最终选择综合得分最高的方案。
同时,还应充分考虑企业现有设备条件、技术人员能力、以往类似产品的成功经验等实际因素,避免盲目追求先进性而忽视可实施性。

